Maskinvarestemplingdøbruker ulike metall- og ikke-metallmaterialer, som hovedsakelig er karbonstål, legert stål, støpejern, støpestål, hardlegering, lavsmeltelegering, sinkbasert legering, aluminiumbronse, etc.
Materialet for produksjon av maskinvarestansematriser krever høy hardhet, høy styrke, høy slitestyrke, passende seighet, høy herdbarhet og varmebehandling uten deformasjon (eller mindre deformasjon) og bråkjøling er ikke lett å knekke og andre egenskaper.
Rimelig utvalg av maskinvarestemplingsmaterialer og implementering av riktig varmebehandlingsprosess er nøkkelen for å sikre matrisens levetid.For dysene med forskjellige bruksområder, bør det vurderes i henhold til arbeidstilstanden, spenningsforholdene og ytelsen til det bearbeidede materialet, produksjonsvolum og produktivitet, etc., og fokusere på de ovennevnte ytelseskravene, og deretter gjøre de tilsvarende valg av stål og varmebehandlingsprosess.
Når produksjonen batch av rik og komplettstempling av delerer stor, bør materialene til de arbeidende delene av dysen for maskinvarestansedeler, for eksempel den konvekse dysen og den konkave dysen, velges fra dysestålet med høy kvalitet og god slitestyrke.For materialene til deler av andre prosessstrukturdeler og hjelpestrukturdeler av dysen, bør de også forbedres tilsvarende.Når partiet ikke er stort, bør kravet til materialytelse lempes på passende måte for å redusere kostnadene.
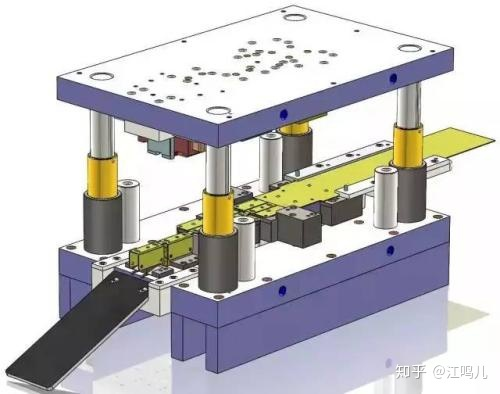
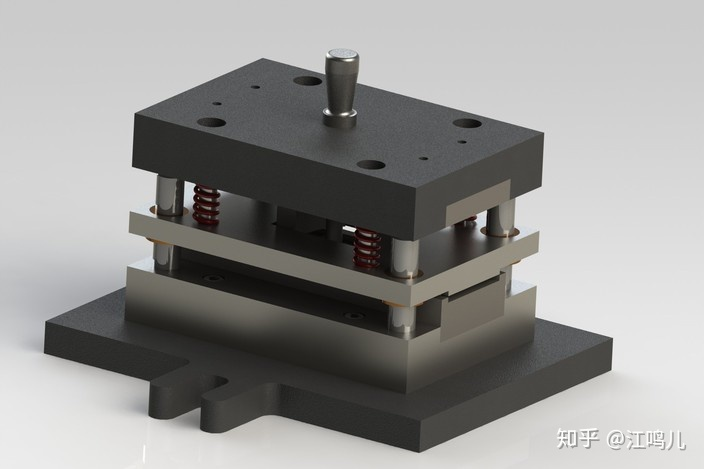
Når materialet som skal presses og bearbeides er hardt eller deformasjonsmotstanden er stor, vil de konvekse og konkave formene tilstansing terningbør være laget av materialer med god slitestyrke og høy styrke.Når du tegner dypt rustfritt stål, kan aluminium bronse konkav dyse brukes fordi den har bedre anti-klebende egenskaper.Styresøylens styrebøssing krever slitestyrke og god seighet, så mer lavkarbonståloverflatekjøling.
For deler av fast plate- og utløpsplate skal de ikke bare ha tilstrekkelig styrke, men også kreve liten deformasjon under arbeidsprosessen.I tillegg kan du også bruke kaldbehandling og dyp kaldbehandling, vakuumbehandling og overflateforsterkningsmetoder for å forbedre ytelsen til formdeler.For konvekse, konkave dysearbeidsforhold bør dårlige kaldekstruderingsdyse velges med tilstrekkelig hardhet, styrke, seighet, slitestyrke og andre omfattende mekaniske egenskaper til godt dysestål, mens den bør ha en viss rød hardhet og termisk utmattelsesstyrke, etc.
Innleggstid: Jan-10-2023