Aparatştamplamaölməkmüxtəlif metal və qeyri-metal materiallardan istifadə edir, bunlar əsasən karbon polad, ərinti polad, çuqun, tökmə polad, sərt ərinti, aşağı ərimə nöqtəsi ərintisi, sink əsaslı ərinti, alüminium bürünc və s.
Aparat ştamplama kalıplarının istehsalı üçün material yüksək sərtlik, yüksək möhkəmlik, yüksək aşınma müqaviməti, müvafiq möhkəmlik, yüksək sərtlik və deformasiya olmadan (və ya daha az deformasiya) istilik müalicəsi tələb edir və söndürmə çatlamaq və digər xüsusiyyətlər asan deyil.
Aparat ştamplama kalıp materiallarının ağlabatan seçimi və düzgün istilik müalicəsi prosesinin həyata keçirilməsi kalıbın ömrünü təmin etmək üçün açardır.Fərqli tətbiqləri olan kalıplar üçün onun iş vəziyyətinə, gərginlik şərtlərinə və emal edilmiş materialın performansına, istehsal həcminə və məhsuldarlığına və s. polad və istilik müalicəsi prosesinin seçimi.
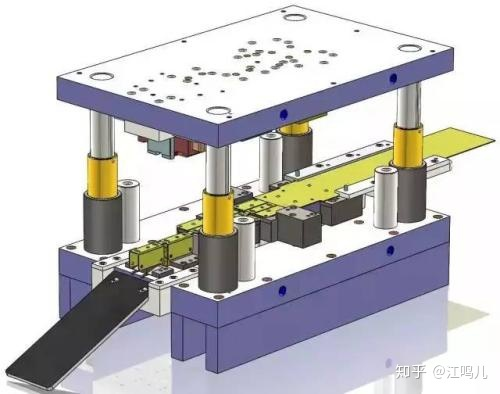
Zəngin və tam istehsal partiyası zamanştamplama hissələriböyükdür, qabarıq kalıp və konkav kalıp kimi aparat ştamplama hissələri üçün kalıbın işçi hissələrinin materialları yüksək keyfiyyətli və yaxşı aşınma müqavimətinə malik kalıp poladdan seçilməlidir.Digər texnoloji struktur hissələrinin hissələrinin materialları və kalıpın köməkçi struktur hissələri üçün onlar da müvafiq olaraq təkmilləşdirilməlidir.Partiya böyük olmadıqda, maya dəyərini azaltmaq üçün material performansına olan tələbi müvafiq şəkildə yumşaltmaq lazımdır.
Preslənəcək və emal ediləcək material sərt olduqda və ya deformasiya müqaviməti böyük olduqda, qabarıq və konkav ölür.yumruq vururyaxşı aşınma müqavimətinə və yüksək möhkəmliyə malik materiallardan hazırlanmalıdır.Dərin paslanmayan polad çəkərkən, alüminium bürünc konkav kalıp istifadə edilə bilər, çünki daha yaxşı anti-yapışma xüsusiyyətinə malikdir.Bələdçi sütunu bələdçi kolu aşınma müqaviməti və yaxşı möhkəmlik tələb edir, buna görə də daha aşağı karbonlu polad səthin karbürizasiyasının söndürülməsi.
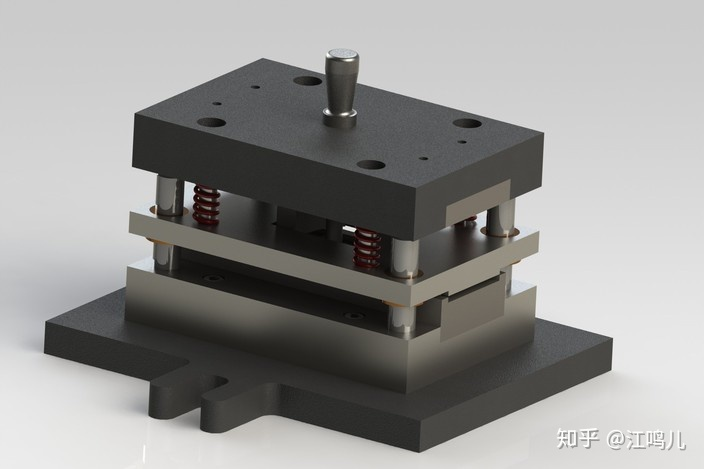
Sabit boşqab və boşalma plitə tipli hissələr üçün yalnız kifayət qədər gücə malik olmamalı, həm də iş prosesində az deformasiya tələb olunur.Bundan əlavə, kalıp hissələrinin işini yaxşılaşdırmaq üçün soyuq müalicə və dərin soyuq müalicə, vakuum müalicəsi və səthi gücləndirmə üsullarından da istifadə edə bilərsiniz.Konveks, konkav kalıp iş şəraiti üçün zəif soyuq ekstruziya kalıbı, kifayət qədər sərtlik, möhkəmlik, möhkəmlik, aşınma müqaviməti və yaxşı polad poladın digər hərtərəfli mexaniki xüsusiyyətləri ilə seçilməlidir, müəyyən bir qırmızı sərtliyə və istilik yorğunluğuna və s.
Göndərmə vaxtı: 10 yanvar 2023-cü il