نئی انرجی بیٹری ٹکنالوجی میں کامیابیاں ہوتی رہتی ہیں، جس کے نتیجے میں بیٹری کے ساختی اجزاء کے تقاضے بدلتے رہتے ہیں۔فی الحال، بہت سے لتیم بیٹری بنانے والے ایلومینیم کی پٹیوں پر تانبے کی پٹیوں کو ویلڈنگ کر رہے ہیں جو بیٹری کے الیکٹروڈ کو جوڑتی ہیں۔روایتی پروسیسنگ طریقوں میں، تانبے اور ایلومینیم کی پٹیوں کے درمیان موثر ویلڈنگ کو مادی حدود کی وجہ سے روکا جاتا ہے، جس کے نتیجے میں یا تو ناکام ویلڈنگ، ناکافی ویلڈنگ کی طاقت، یا ممنوعہ طور پر زیادہ لاگت آتی ہے۔
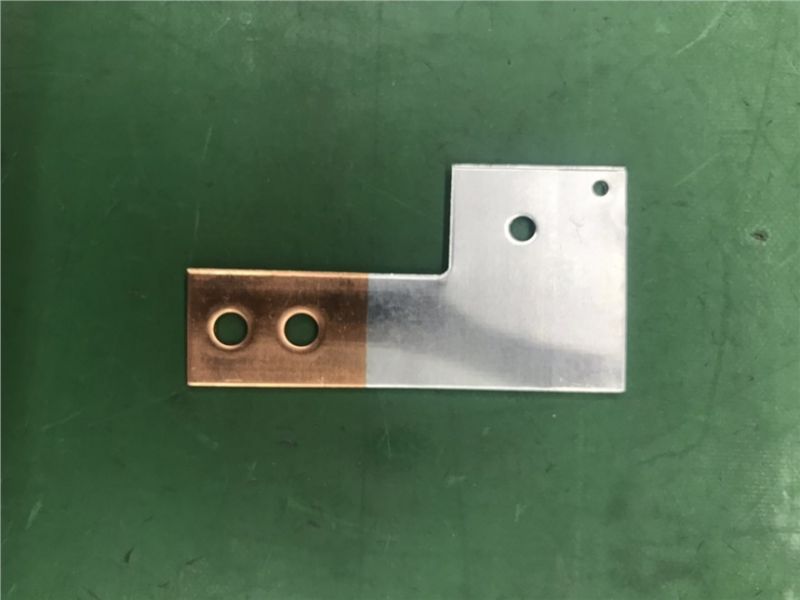
گاہک اور مارکیٹ کے مطالبات کو پورا کرنے کے لیے، ڈونگ گوان ماریس کی تکنیکی ٹیم نے ایلومینیم اور تانبے کی پٹیوں کے درمیان ویلڈنگ کے حصول کے لیے مالیکیولر ڈفیوژن آلات کا استعمال کیا ہے۔ویلڈنگ کے نتائج اوپر کی تصویر میں دکھائے گئے ہیں: ظاہری شکل صاف ہے، ویلڈ سیون چھوٹا ہے، اور کھینچنے کی طاقت زیادہ ہے۔اس پروڈکٹ کو متعدد نئے انرجی بیٹری صارفین کے ذریعہ قبول اور تسلیم کیا گیا ہے۔
مالیکیولر ڈفیوژن ویلڈنگ ٹیکنالوجی بہترین نتائج کا مظاہرہ کرتی ہے جب زیادہ تر دھاتی مواد پر لاگو کیا جاتا ہے، خاص طور پر ویلڈنگ کی دھاتوں میں جس میں اعلی تھرمل چالکتا ہے جیسے ایلومینیم، ایلومینیم مرکبات، اور تانبے، اعلی معیار اور وشوسنییتا کو یقینی بناتے ہیں۔
تانبے اور ایلومینیم کی پٹیوں کے درمیان ویلڈنگ بنیادی طور پر آمنے سامنے رابطوں کے لیے موزوں ہے۔ایلومینیم کی اعلی رد عمل کی وجہ سے، یہ ویلڈنگ کے عمل کے دوران آکسیکرن کا شکار ہے۔لہذا، کاپر-ایلومینیم کی پٹیوں کو مسخ ہونے سے روکنے کے لیے ویلڈنگ کے درجہ حرارت اور وقت کا درست کنٹرول ضروری ہے۔
پری ویلڈنگ کی صفائی:
ڈفیوژن ویلڈنگ کرنے سے پہلے، تانبے-ایلومینیم کی پٹیوں کی سطح پر تیل کے داغوں والی ورک پیسز کو نامیاتی سالوینٹس یا نامیاتی سالوینٹ بخارات (جیسے ایسیٹون) سے صاف کرنا چاہیے۔ویلڈنگ ایریا کی 10 ملی میٹر رینج کے اندر آکسائیڈ کی تہہ کو میٹالوگرافک سینڈ پیپر یا ایمری فائلوں کا استعمال کرتے ہوئے اچھی طرح صاف کیا جانا چاہیے، خاص طور پر جوائنٹ کی اندرونی سطح۔
ویلڈنگ کا عمل:
مؤثر درستگی کو یقینی بنانے کے لیے مالیکیولر ڈفیوژن کے پورے عمل کے دوران مناسب پوزیشن میں تانبے-ایلومینیم کی پٹی کے ورک پیس کی مسلسل سیدھ کو برقرار رکھنا بہت ضروری ہے۔یہ عام طور پر پوزیشننگ فکسچر کا استعمال کرتے ہوئے، یا دیگر معاون فکسچر کی مدد سے حاصل کیا جا سکتا ہے۔ویلڈنگ کے درجہ حرارت کا حساب لگانا اور ویلڈنگ کی موٹائی اور تانبے اور ایلومینیم کی پٹیوں کے رابطے کے علاقے کی بنیاد پر دباؤ کا وقت رکھنا معیار کے مسائل جیسے تھرمل ڈیفارمیشن کو روکنے کے لیے ضروری ہے۔
پوسٹ ٹائم: اکتوبر 19-2023