Proces de ștanțareeste o tehnologie de producție pentru a obține piese de produs de o anumită formă, dimensiune și performanță prin deformarea materialului din tablă direct în matriță cu puterea echipamentelor de ștanțare convenționale sau speciale, iar procesul de ștanțare poate fi împărțit în ștanțare de precizie și ștanțare generală.

Ștanțarea de precizie este o metodă de prelucrare a materialelor dezvoltată pe baza unui proces comun de ștanțare.Este un proces de obținere a pieselor ștanțate cu precizie prin îmbunătățirea preciziei de ghidare, reducerea decalajului dintre matrițele convexe și concave, creșterea presiunii inverse și a cercului de sertizare a inelului în V etc., rezultând procesul de ștanțare de precizie sau ștanțare de precizie combinată cu alte procese de formare în condiția unei tensiuni puternice de compresiune în trei căi.
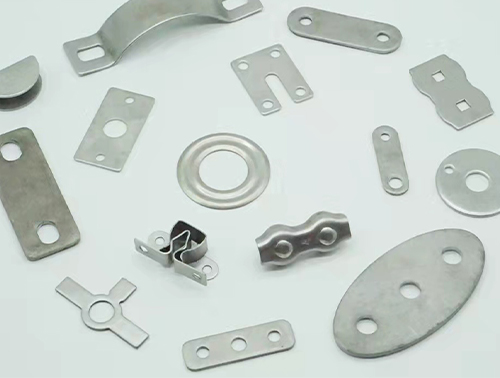
Preciziemetalștampilareanecesită o mare precizie a pieselor ștanțate.În procesul de prelucrare și producție, de ștanțare a rolelor sau de formare, trebuie luat în considerare suportul tehnic al preselor de precizie adecvate, matrițelor, materialelor, lubrifianților etc., iar cerințele sunt ridicate.Ștanțarea obișnuită necesită mai puțină precizie pentru piesele ștanțate, dar are și cererea sa specifică pe piață.Grosimea materialului de bază este mai groasă și nu necesită tăiere, ciobire, întindere și alte procese, iar materialele de ștanțare sunt plăci, țevi etc. Când nu este necesară o singură cantitate de produs, ștanțarea obișnuită poate îndeplini cerințele.În procesul de producție de prelucrare a pieselor de ștanțare de precizie, ștanțare a bobinelor sau formare, este necesar să se ia în considerare suportul tehnic al mașinilor de stantare de precizie adecvate, matrițe, materiale, lubrifianți etc.
Celălalt aplică aproximativ 25% din presiunea principală de separare la capătul rebobinărilor produsului, care se numește contrapresiune.Aceste trei prese nu interferează una cu cealaltă, iar mărimea fiecărei presiuni este sincronizată cu formarea și trebuie să fie potrivite pentru cerințele de prelucrare de formare și decupare, etc. și pot fi ajustate după bunul plac.În plus, viteza de procesare trebuie, de asemenea, ajustată în funcție de cerințele condițiilor obiectului de prelucrare de formare sau decupare.Structura matriței nu este doar simplă și ușoară, ci și potrivită pentru utilizare.
Diferența dintre ștanțarea de precizie și ștanțarea obișnuită constă în cerințele pentru echipamentele de ștanțare și precizia pieselor ștanțate necesare.Dimpotrivă, dacă cerințele de precizie a pieselor de ștanțare nu sunt prea mari și ștanțarea se face cu material de tablă comun, mașina de ștanțat comună poate fi selectată în funcție de caracteristicile de ștanțare.
Ora postării: 10-ian-2023